Parametry krat pomostowych
Parametry krat pomostowych

Aby poprawnie dobrać kraty pomostowe do zastosowania należy poznać podstawowe parametry i możliwości produkcyjne. Poniżej znajduje się opis najważniejszych cech krat, w tym ich budowa, poprawne ułożenie na konstrukcji, nośność czy ciężar.
*Kliknij na zakładkę aby zobaczyć jej treść
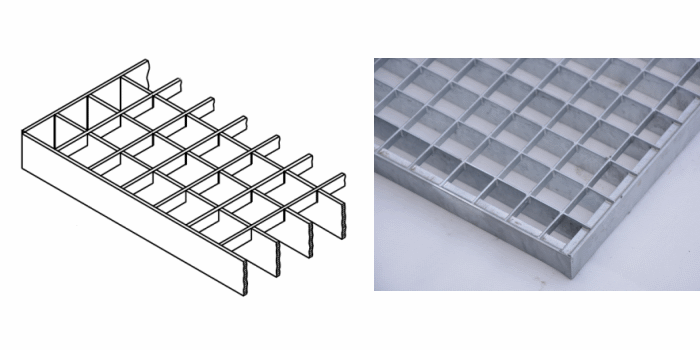
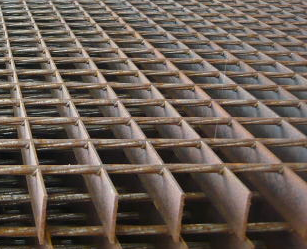
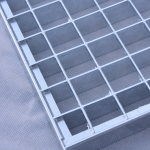
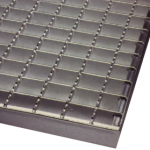
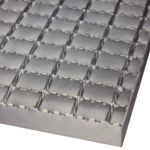
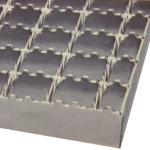
- Istnieją dwa typy krat : zgrzewane (spawane) oraz wciskane (prasowane). Różnią się technologią produkcji oraz komponentami.
Kraty zgrzewane są produkowane z płaskowników oraz prętów, które są łączone ze sobą w procesie spawania oporowego, tworząc zwartą i mocną konstrukcję.
 Kraty wciskane wykonane są z płaskowników – nośnych oraz poprzecznych, które łączone są w procesie prasowania pod dużą siłą (tzw. zimne spawanie). W wyniku tego działania powstaje jednolita krata o dużej wytrzymałości.
Kraty wciskane wykonane są z płaskowników – nośnych oraz poprzecznych, które łączone są w procesie prasowania pod dużą siłą (tzw. zimne spawanie). W wyniku tego działania powstaje jednolita krata o dużej wytrzymałości.
- Odmienna technologia produkcji powoduje to, iż oba typy krat różnią się m.in.:
- wielkością oczek, kraty wciskane można wykonać w bardzo drobnym oczku, np. 22×11 mm. Standardowym oczkiem jest 34×38 (zgrzewane) oraz 33×33 (wciskane).
- masą, wciskane są cięższe o ok. 10% – 19 vs 21 kg / m2 (płaskownik 30×2);
- wyglądem, kraty wciskane posiadają estetyczniejszy wygląd;
- czasem realizacji zamówienia – kraty zgrzewane produkowane są szybciej, różnica wynosi zwykle 2 tygodnie.
- ceną – również na korzyść krat zgrzewanych (różnica 10-20%).
- Kraty zgrzewane i wciskane posiadają podobną nośność, tym samym przeniosą zbliżone obciążenia. Technologia produkcji krat wciskanych zapewnia jednak lepsze parametry wytrzymałościowe na uszkodzenia mechaniczne.
- Więcej informacji odnośnie różnic pomiędzy kratami zgrzewanymi i wciskanymi znajdziesz w artykule „Kraty zgrzewane oraz wciskane – jakie są różnice?”.
- Płaskownik nośny jest najważniejszym elementem konstrukcyjnym kraty. Od jego wysokości oraz grubości zależą podstawowe właściwości kraty, tj. masa i nośność.
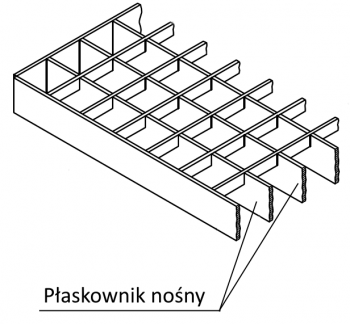
- W produkcji dostępne są poniższe opcje płaskowników nośnych. Najczęściej wybierane dla ruchu pieszych to 25×2, 30×2 oraz 40×2 mm. Do cięższych zadań wybierane się natomiast 40×3, 50×4, 50×5, 60×5 oraz 70×5 mm. Inne wykonywane są pod specjalne zamówienie.
| 20×2 | 20×3 | 20×4 | 20×5 |
| 25×2 | 25×3 | 25×4 | 25×5 |
| 30×2 | 30×3 | 30×4 | 30×5 |
| 40×2 | 40×3 | 40×4 | 40×5 |
| 50×2 | 50×3 | 50×4 | 50×5 |
| 60×3 | 60×4 | 60×5 | 70×5 |
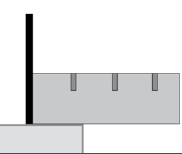
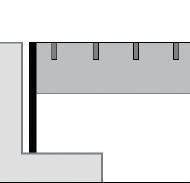
- W większości przypadków krata oparta jest na dwóch przeciwległych podporach. Odległość pomiędzy nimi określana jest jako wymiar nośny („L”). Z kolei odcinek wzdłuż podpór jest wymiarem poprzecznym („B”).

- Wymiar nośny „L” = pierwszy wymiar kraty (np. L-500 x B-1000) = odległość pomiędzy podporami. Istotna jest kolejność podawania wymiarów.
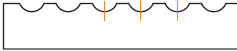
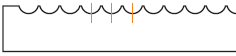
- Wymiar nośny oznaczany jest w projektach i na rysunkach symbolem
 , gdzie długa prosta oznacza płaskownik nośny.
, gdzie długa prosta oznacza płaskownik nośny. - Od wartości wymiaru nośnego zależy nośność kraty. Im wymiar jest większy tym słabsza jest nośność.
- Zakres wymiarów możliwych w produkcji jest następujący:
| Typ kraty | Wymiar nośny | Wymiar poprzeczny |
| Zgrzewana | od 100 do 6100 mm | od 100 do 2000 mm |
| Wciskana | od 200 do 2000 mm | od 200 do 2500 mm |
- Przejdź do kalkulatora nośności aby sprawdzić jakie obciążenie może przenieść krata o danym wymiarze nośnym.
- Nośność kraty, czyli maksymalne obciążenie jakie przenosi, zależy od:
- Wymiaru nośnego, czyli wymiaru pomiędzy podporami (np. w kanale naprawczym będzie to jego szerokość). Im większy wymiar nośny tym niezbędny jest mocniejszy płaskownik nośny lub jego zagęszczenie. Jeżeli użycie danego płaskownika nie jest możliwe to pozostaje podział tego wymiaru poprzez dołożenie dodatkowej podpory, np. środkiem kraty ;
- Wysokości i grubości płaskownika nośnego, im wyższe wartości, tym większa nośność ;
- Rozstawu płaskowników nośnych, czyli ich ilości na danej powierzchni. Rozstaw jest podawany w wymiarze oczka, jako pierwsza wartość (np. 34x38 mm). Im mniejsza wartość tym większa nośność.
- Parametr nośności podawany jest w dwóch wartościach:
- Maksymalne obciążenie równomiernie rozłożone – sytuacja kiedy nacisk jest rozmieszczony równomiernie na powierzchni całej kraty (np. paleta z towarem).
- Maksymalne obciążenie skupione – sytuacja, w której nacisk jest skoncentrowany w punkcie o małej powierzchni, np. stopy maszyn, koło samochodowe, ruch pieszych.
- Jednostką miary obciążenia jest N (newton), czyli siła z jaką przedmiot naciska na kratę. W projektach można spotkać również oznaczenia wielokrotności jak daN (10 N) oraz kN (1000 N).
- W dużym uproszczeniu możemy przyjąć, iż 10 N = 1 daN = 1 kg(f), czyli przedmiot o masie 1 kg działa na kratę z siłą 10 N (1 daN)
- Rozstaw oczka składa się z dwóch wymiarów – rozstawu płaskowników nośnych (a) oraz rozstawu elementów poprzecznych (b ; prętów lub płaskowników).
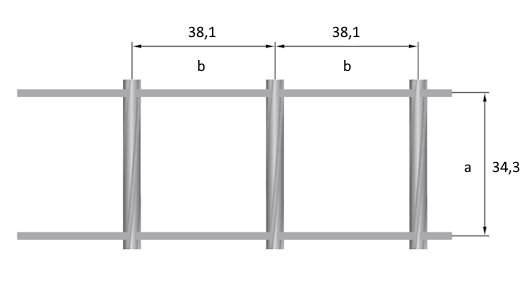
- Rozstaw płaskowników nośnych, a tym samym ich ilość na danej powierzchni, wpływa na nośność kraty. Im mniejszy rozstaw tym więcej płaskowników, i większa zdolność do przenoszenia obciążenia.
- Standardowa wielkość oczek wynosi 34×38 mm dla krat zgrzewanych oraz 33×33 dla krat wciskanych. Inne produkowane są pod zamówienie indywidualne.
- Aby zapobiegać przedostawaniu się przedmiotów przez kratę stosuje się mniejsze rozstawy oczka. Rozwiązanie to stosuje się m.in. w podestach technicznych oraz wycieraczkach zewnętrznych. Elementy te muszą przejść tzw. test kulki o wskazanej średnicy, np. 10, 15 czy 20 mm.

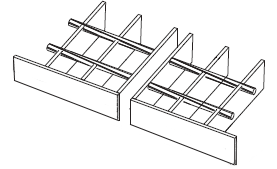
- W projektach małej architektury wymagane jest nieraz aby kraty ułożone w jednej linii miały identycznie rozłożone płaskowniki / pręty poprzeczne, w celach estetycznych. Istnieje możliwość zachowania liniowości elementów nośnych lub poprzecznych w kracie.
- Kraty pomostowe produkowane są z następujących materiałów:
- Stal konstrukcyjna goła (tzw. czarna) ;
- Stal ocynkowana ogniowo ;
- Stal nierdzewna lub kwasoodporna.
- Kraty produkowane ze stali gołej nie są zabezpieczone przed korozją. Używane są w konstrukcjach, które dopiero po złożeniu będą całościowo zabezpieczone, np. poprzez cynkowanie zanurzeniowe. Potoczne określenie stal czarna nie oznacza, iż produkty z tego materiału są barwy czarnej.
- Kraty wykonane ze stali gołej poddawane są cynkowaniu ogniowemu, które jest najpopularniejszym sposobem na zabezpieczenie elementów stalowych przed korozją. W zależności od korozyjności środowiska metoda ta zapewnia nawet do 50 lat ochrony. Cynkowanie odbywa się zgodnie z normą PN EN ISO 1461. Powierzchnia, po za naprawami uszkodzeń mechanicznych, nie wymaga dodatkowej konserwacji.

- Elementy ze stali nierdzewnej oraz kwasoodpornej stosowane są w miejscach o wyjątkowo agresywnym środowisku, np. w przedsiębiorstwach chemicznych czy farmaceutycznych, a także w branżach wymagających spełnienia norm higienicznych – rolno-spożywczej i gastronomii. Kraty te posiadają atest higieniczny PZH.
Kraty nierdzewne wykonuje się ze stali OH18N9 (1.4301 ; 304 ; V2A), H17N13M2T (1.4571 ; 316 ; V4A) lub OH17N14M2 (1.4404 ; 316L).

Najczęściej spotykane jest obramowanie płaskownikiem prostym.
Zwykle jest to płaskownik o tych samych parametrach jak płaskownik nośny.

Obramowanie t-profilem stosuje się w technologii produkcji krat wciskanych. Profil specjalny zagłębiany jest w płaskowniki nośne i poprzeczne.
![]()
Niekiedy wymagane jest obramowanie wysokie, w którym bortnica wystaje powyżej kraty. Zapobiega to spadaniu przedmiotów oraz ześlizgiwaniu się stopy z podestu. Zgodnie z polskimi przepisami wysokość burty powinna wynosić 150 mm powyżej poziomu kraty. W innych państwa UE norma wynosi zwykle 100 mm.
Możliwe jest również wykonanie obramowania bortnicą w dół kraty. Obramowanie to stosuje się aby wyrównać różnice w poziomach lub umożliwić odprowadzanie cieczy pod kratą.
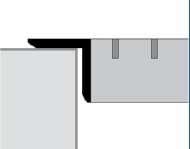
Obramowanie kątownikiem pozwala aby krata była wpuszczana w otwór, opierając się na boku kątownika. Takie rozwiązanie wykorzystywane jest przy wypełnieniu regałów magazynowych oraz kanałów naprawczych (wyłącznie ruch pieszych).
Obramowanie ceownikiem zimnogiętym.


Obramowanie specjalne z wycięciami w celu umieszczenia na podporze. Stosowane w wypełnieniach regałów.
- W miejscach gdzie występuje lód, śnieg, oleje czy smary, a także w pochyłych ciągach komunikacyjnych używane są kraty z powierzchnią antypoślizgową.
- Aby uzyskać powierzchnię antypoślizgową nacina się płaskowniki. Istnieją trzy typy „zębów”, które są wynikiem tego procesu.
Zęby standardowe (ścięte) – kraty wciskane i zgrzewane
Zęby ostre (serrated) – wyłącznie kraty zgrzewane
Zęby trapezowe – wyłącznie kraty zgrzewane

Typy powierzchni antypoślizgowej
Typ S1 / X5
Ząbkowany płaskownik nośny.
Zęby standardowe (ścięte).

Typ S2 / X7
Ząbkowany płaskownik nośny oraz poprzeczny (kraty wciskane).
Zęby standardowe (ścięte).

Typ S3 / X7
Ząbkowany płaskownik poprzeczny (kraty wciskane).
Zęby standardowe (ścięte).
Typ S4 / X3
Ząbkowany płaskownik nośny (kraty zgrzewane).
Zęby ostre.

Typ S5
Ząbkowany płaskownik nośny (kraty zgrzewane).
Zęby standardowe (ścięte).
Typ S6 / X4
Ząbkowany płaskownik nośny (kraty zgrzewane).
Zęby trapezowe.
Kątownik perforowany / antypoślizgowy
Standardowy element stopni oraz podestów w konstrukcji schodów.

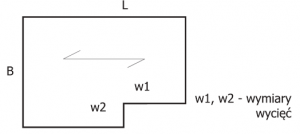
- W kratach wykonuje się wycięcia proste, jak i po łuku, zgodnie z projektem klienta. Do wykonywania wycięć stosuje się technologię cięcia plazmą przy użyciu urządzeń sterowanych komputerowo.
Wyceniając kraty wycinane bierze się pod uwagę powierzchnię najmniejszego prostokąta, w który można wpisać kratę, a nie powierzchnię produktu końcowego. Jest to narzucone przez proces produkcji, w którym faktycznie produkuje się kratę prostokątną, a następnie wycina się z niej element docelowy.

Koszt wycięcia określa się w metrach bieżących. Wycięcia możemy podzielić na:
- wycięcia proste do 0,5 mb – wyceniane na sztuki
- wycięcia proste powyżej 0,5 mb – wyceniane na metry bieżące
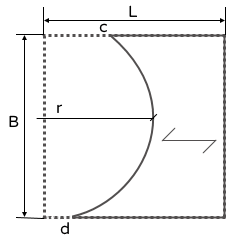
- wycięcia po łuku – wyceniane na metry bieżące
Wycięcia po łuku wykonywane są wyłącznie na podstawie rysunku technicznego. Niezbędne jest podanie promienia łuku – r.
Normy
| Norma | Opis |
| DIN 24537 Kraty używane jako pokrycia podłóg - Część 1: Kraty metalowe | Niemiecka norma ogólna, zgodnie z którą produkowane są wszystkie kraty zgrzewane oraz wciskane. Norma obejmuje zakresem następujące aspekty dotyczące krat: wymiary, materiał, ochrona przed korozją, wykonanie, nośność oraz oznaczenia. |
| DIN 24531 Kraty używane jako stopnie schodów - Część 1: Kraty metalowe | Równoważna norma niemiecka dotycząca stopni schodów, w której wskazano budowę stopnia, wymiary, sposoby ochrony antykorozyjnej, materiał i oznaczenia. |
| RAL GZ 638 | Norma dotyczy wymiarów i kształtów, ich tolerancji, odchyleń i innych szczegółowych parametrów technicznych. Wykorzystuje się ją do obliczeń w procesie technologicznym wytwarzania krat zgrzewanych i wciskanych, ze stali zwykłej i nierdzewnej. |
| PN-EN ISO 1461 Ochrona przed korozją. Powłoki cynkowe nanoszone na stal metodą zanurzeniową (cynkowanie jednostkowe) – wymagania i badania | Międzynarodowa norma opisuje standardy w procesie cynkowania ogniowego oraz parametry powłoki cynkowej, w szczególności jej grubość i trwałość w danym środowisku. |
| PN EN 10025 PN-EN 10025 Wyroby walcowane na gorąco ze stali konstrukcyjnych. Części 1–6 | Norma opisująca gatunki stali oraz ich parametry techniczne. |
| DIN 1072 oraz PN EN 1991-1-1 Oddziaływania na konstrukcje | Dotyczą obciążeń oddziałujących na konstrukcję, również takich spowodowanych ruchem pojazdów. |
| PN-EN ISO 4122 Bezpieczeństwo maszyn - Stałe środki dostępu do maszyn | Norma dotyczy doboru, konstrukcji i jej wymiarów dla podestów technicznych oraz schodów roboczych. W tej normie znajduje się m.in. zalecana szerokość podestu, stopni schodów i wysokość burty. |
| Znak CE (Conformité Européenne) | Potwierdza stosowanie należytego standardu produkcyjnego dla wyrobu. Dla produktów stalowych wyznacznikiem jest zgodność wykonania z normą EN1090-1. |
Atesty i deklaracje
Deklaracja zgodności zgodnie z PN/EN-45014
Określono ogólne kryteria dotyczące deklaracji zgodności dostawcy w przypadku gdy jest pożądane lub konieczne wykazanie zgodności wyrobu z dokumentami normatywnymi. Kryteria te nie zależą od branży, której dotyczy deklaracja. Dostawca może więc zadeklarować na swoją odpowiedzialność, zgodność z dokumentami normatywnymi.
Krajowa Deklaracja Właściwości Użytkowych, wcześniej Krajowa Deklaracja Zgodności.
Dostawca wyrobów deklaruje istotne cechy wyrobu wraz ze odniesieniem do krajowych dokumentów normatywnych lub krajowej oceny technicznej, a także miejsce produkcji.
Krajowa Ocena Techniczna, wcześniej Aprobata Techniczna.
KOT jest udokumentowaną, pozytywną oceną właściwości użytkowych zasadniczych charakterystyk wyrobu budowlanego, które zgodnie z zamierzonym zastosowaniem mają wpływ na spełnienie podstawowych wymagań przez obiekty budowlane, w których wyrób będzie zastosowany. Wystawiany jest dla wyrobu budowlanego nieobjętego zakresem przedmiotowym Polskiej Normy (PN).
Zakładowa Kontrola Produkcji (Factory Production Control)
Jest częścią certyfikacji CE zawierającą pisemne zasady dotyczące procesów, wdrażanych działań jak również utrzymania i poprawy jakości. Jednostką audytującą FPC jest TÜV.
Atest Państwowego Zakładu Higieny
Dokument zatwierdza wyroby do stosowania w przemyśle rolno-spożywczym oraz w gastronomii. Jest to obligatoryjne dla materiałów budowlanych, które mają kontakt z żywnością.
Świadectwo uznania Polskiego Rejestru Statków
PRS sprawuje nadzór w sposób bezpośredni lub pośredni nad produkcją materiałów i wyrobów objętych wymaganiami Przepisów. Świadectwo jest ważne maksymalnie 5 lat. W oparciu o nie producent wystawia dla poszczególnych przedmiotów własne dokumenty, w których przywołuje numer Świadectwa uznania typu wyrobu. Dokumenty wystawione przez producenta są równoważne Metrykom lub Zaświadczeniom wystawionym przez PRS.
Ciągi komunikacyjne – m.in. kładki, podesty techniczne, podjazdy dla niepełnosprawnych. Przy doborze krat należy zwrócić uwagę na wymiar pomiędzy podporami konstrukcji – aby dobrać płaskownik nośny i zapewnić odpowiednią nośność ; rozstaw oczka – w sensie bezpieczeństwa, zbyt duże oczko może przepuszczać przedmioty poniżej ciągu i stwarzać zagrożenie ; środowisko – przy agresywnym środowisku (np. zakłady chemiczne) wymagane jest użycie krat nierdzewnych ; inne elementy niestandardowe – wycięcia, bortnice, powierzchnia antypoślizgowa.
Ruch kołowy – w przypadku gdy kraty mają przenosić obciążenia dynamiczne, jak ruch samochodów, kluczowy jest dobór właściwego płaskownika nośnego, który nada kracie odpowiednią nośność. Więcej informacji na stronie „Kraty najazdowe”.
Kanał samochodowy – kraty na kanał naprawczy powinny posiadać odpowiednią nośność, masę pozwalającą na szybki demontaż oraz wysokość dostosowaną do konstrukcji. Więcej informacji na stronie „Kraty na kanał samochodowy”.
Wycieraczki zewnętrzne – powinny posiadać odpowiednią nośność, oczko oraz właściwości antypoślizgowe. Najczęściej wytwarzane wraz z ramą z kątownika. Więcej informacji na stronie „Wycieraczki i ramy”.
Ogrodzenia – specjalne przęsła wykonane z krat pomostowych o prostokątnym oczku i systemowym obramowaniu. Możliwość wykonania w dowolnym kolorze RAL. Produkt wyłącznie pod zamówienie.
Sufity podwieszane – lekkie kraty używane są coraz częściej jako panele do budowy sufitów, tworząc niepowtarzalne wzory. Produkt wyłącznie pod zamówienie.